 咨询电话:134-8086-5798 咨询电话:134-8086-5798
咨询电话:134-8086-5798 咨询电话:134-8086-5798 


 134-8086-5798
134-8086-5798 电话:
手机:13480865798
邮箱:13829222215@139.com
地址:深圳宝安区松岗沙浦围第二工业区
发布时间:2022-05-07 16:43:11
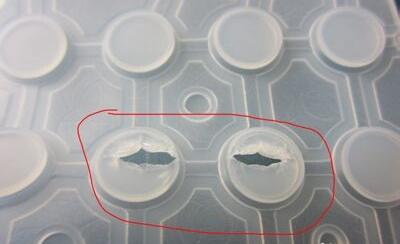
硅胶按键气泡不良,业内也称为包风、气迹。硅胶按键气泡表现为成型后产品上出现白色的气泡或小白点,将气泡撕开或切开后,可看到气泡内部呈蜂窝状(海绵状),且手感发软发粘。硅胶按键在成型时如果产生气泡,轻则影响产品的外观,如果在一些功能性结构上出现气泡,则会影响到硅胶按键功能和使用寿命。那么面对硅胶按键气泡不良我们应该如何解决呢?
硅胶按键原料放置于成型模具后,在合模的瞬间会带入许多空气,而空气是不可能与硅胶原料融为一体的,如果没有将这些空气排放出来,就会造成硅胶按键成型后表面产生气泡。对此我们需要在合模加压后将模具张开,以便于模具中的空气排出,此过程就是排气。我们需要根据不同的产品设定模具张开的距离和张开的次数,也就是我们常说的排气行程和排气次数,通常排气行程一般都设定在0.6~1.2cm,排气次数一般都设定为1~3次,具体该设定多少则没有固定值,需要根据产品的结构和大小来反复试验,以达到更好的效果。
硫化温度是硅橡胶按键成型时的一项重要参数,通常的硅胶制品都设定在160℃~200℃,但有时候由于模外操作时间太长或其他原因使模具长时间未开入硫化机加温,导致硅胶按键成型模具的温度偏低与硅胶按键的硫化温度,此时就会造成成型后产品气泡。对此我们只需加高成型温度,或者将空模开入机器加温一段时间在操作即可解决问题了。
刚刚说了硫化温度过低会造成硅胶按键成型气泡,其实,很多时候成型温度过高同样会造成硅胶按键成型气泡。成型温度过高时,在合模加压的过程中表面的硅胶原料已经开始成型,此时的空气已经被困在里面很难排出,所以会造成成型气泡。针对此原因,只需将成型温度适当降低即可。
跟硫化温度一样,硫化时间也是硅胶按键成型的重要参数之一,硫化时间的长短决定了硅胶按键是否能被完全硫化。如果硫化时间过短,不仅造成硅胶按键成型后发软,更容易造成表面气泡。出现此类不良可适当延长硅胶按键的硫化时间。
硅胶按键成型模具的设计不太合理也会造成硅胶按键成型产生气泡,例如模具中产品的排列方式、分区方式、模具分模方式,模具大小的设计等都会造成气泡不良。
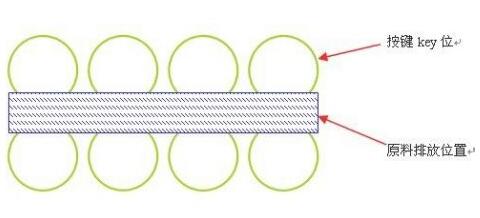
通常情况,制定原料裁切规格时将原料的裁切厚度尽量定厚些,排料是排在硅胶按键key与key之间,此时如果加压,原料会从key的侧面流入key底部并逐渐填满整个key,使内部的空气随着原料的填充溢出模具,不已造成气泡不良。如下图
上一篇:五颜六色的硅胶按键是怎么做的
下一篇:导电硅胶按键代加工生产流程
相关推荐

QQ号码
手机号码